Custom Production Automation, Progressive Dies, and Precision Tooling
Multi-station assembly machines, up to 200-ton, 14-station progressive dies, ±.0001" wire EDM, Pontoon Rail Benders. One Indiana shop. One point of contact. One phone number — in production for 10+ years.
One Shop. One Point of Contact.
The Same Crew from Concept to Year Ten.
Progressive dies to 14 stations, multi-station automation to 23+ stations, ±.0001" wire EDM, abrasive waterjet, full controls integration, and Pontoon Rail Benders — built under one roof in Bristol, Indiana. No sub-contracted engineering, and most work stays in-house from concept to runoff.
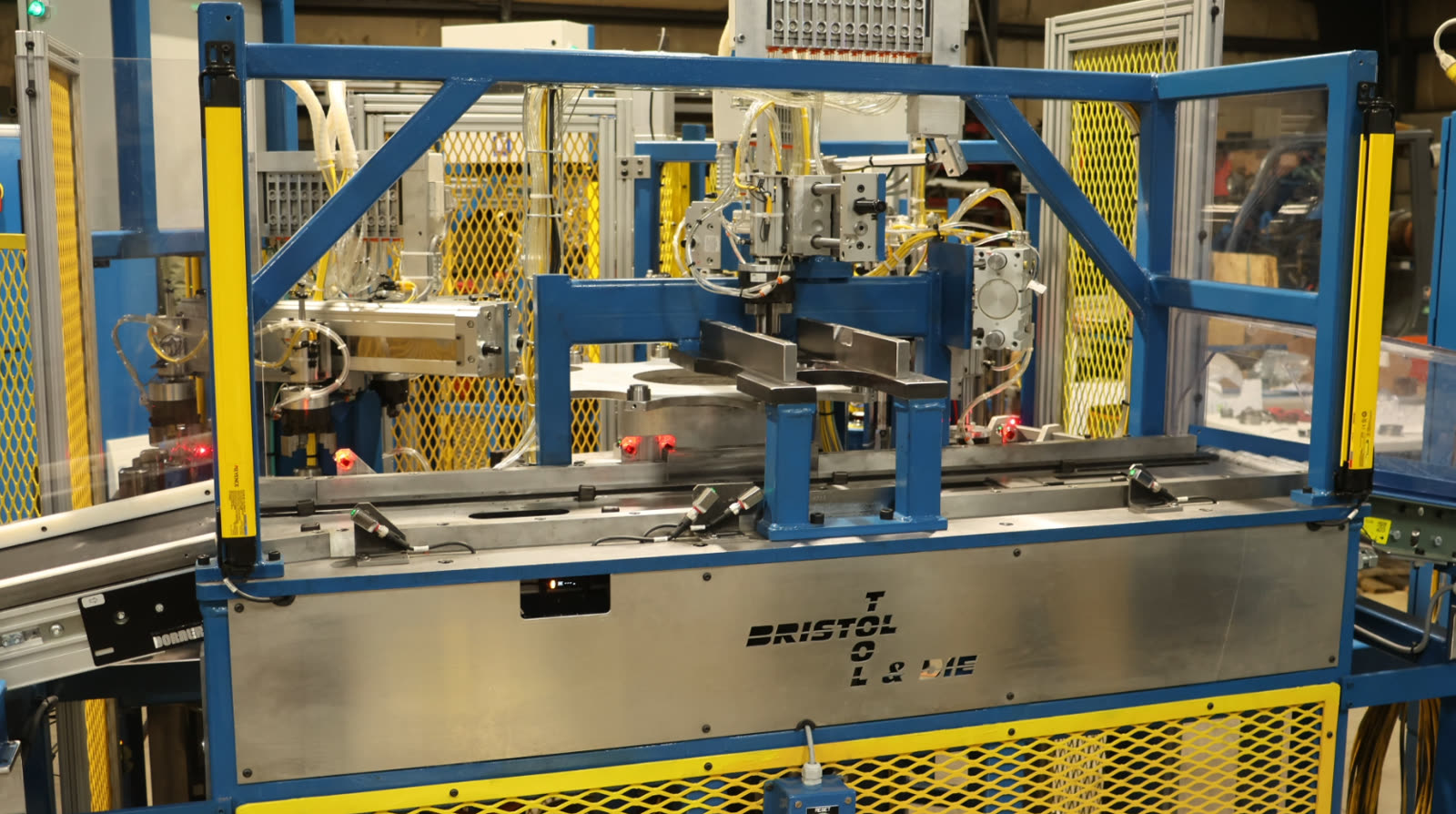
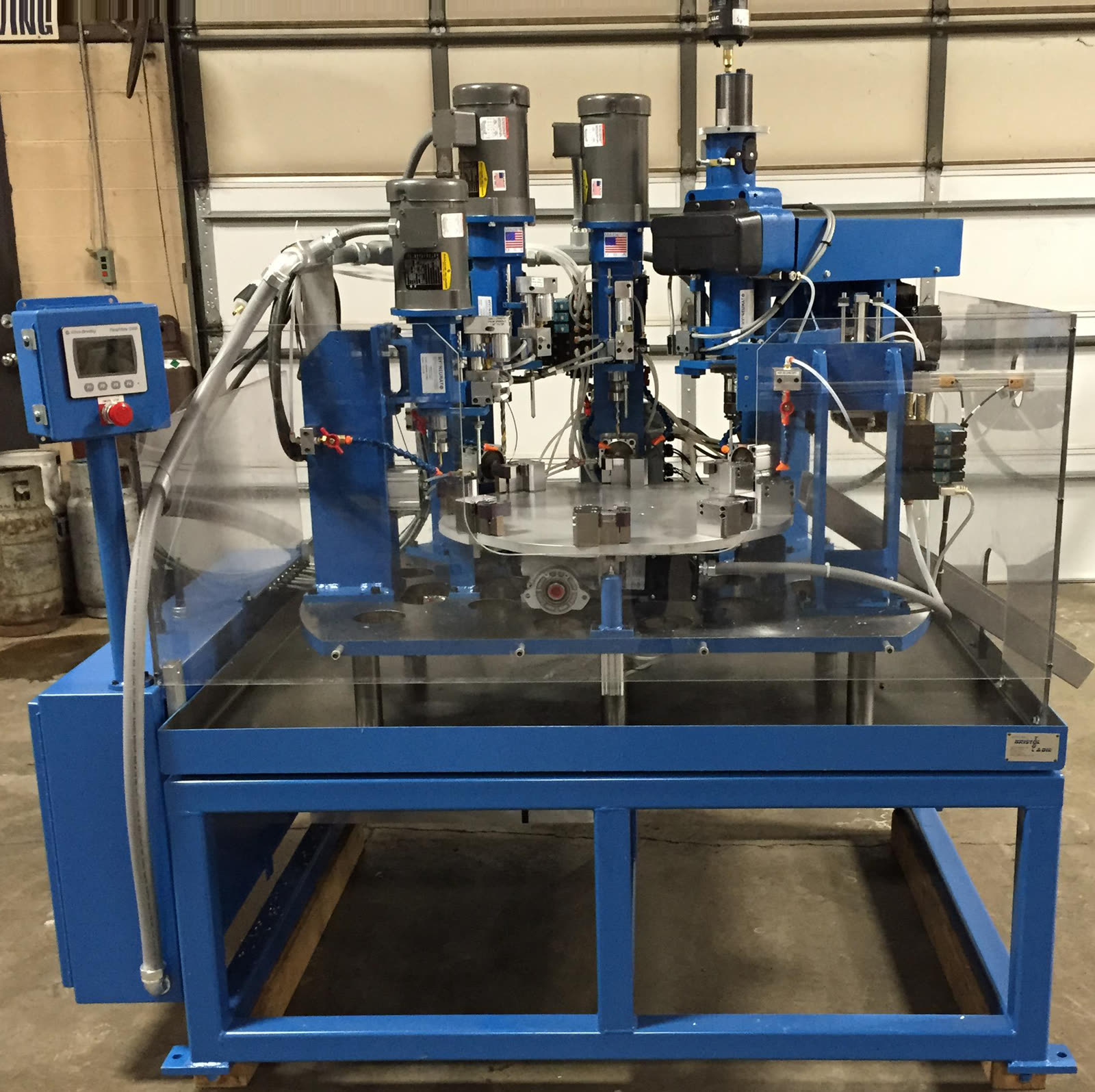
Custom Automated Machines
Multi-station assembly, forming, test, and force-verified press cells. PLC: Allen-Bradley CompactLogix / ControlLogix. Safety: Cat 3 / PLd minimum. Customer-witnessed FAT at Bristol before ship. Typical scope $150K–$750K.
Learn MoreStamping Dies
Single-station to 14-station progressive dies. Bliss 200-Ton tryout press on-site. Wire EDM die details to ±.0001". Full-Kit intake: press make/model, bed dims, shut height, SPM, EAU — before we quote.
Learn MoreCNC Machining & Wire EDM
2× Charmilles Robofil wire EDM at ±.0001" on hardened tool steel — the precision bench behind every Bristol die, plus die repair and surface grinding. Hurco 3-axis CNC, CNC lathes, Kent surface grinder.
Learn MoreWaterjet Cutting
OMAX abrasive waterjet, run in-house. No heat-affected zone. Ferrous and non-ferrous plate, composites, tooling pre-forms. Typical tolerance ±.005". Cuts plate and pre-forms for our own machine and die builds; limited contract work accepted.
Learn MoreControls Design & Integration
Allen-Bradley CompactLogix / ControlLogix, FactoryTalk View HMI, Yaskawa / Kinetix servo, Keyence / Banner / Sick sensors. Safety designed to ANSI B11 / NFPA 79. PLd in-line sensing. FAT at Bristol, SAT at your plant.
Learn MorePontoon Rail Benders
Hydraulic railing benders for aluminum extrusion — pontoon rail specialty since 1999. The bender platform serves five marine OEMs across 20+ years of continuous production. Material expertise: 6061-T6, 6063-T5, 6005A-T61.
Learn MoreExtrusion Fabrication Equipment
Machines that fabricate aluminum extrusions — 20/40/60/80/100-ton variants, notch & pierce, cut-off & notching, precise positioning (VFD to servo), feeder systems, CNC drill & tap, brush & surface abrasion. We build the equipment; we are not a fabricator.
Learn MoreFour Industries Where Bristol Has Shipped Tooling Continuously for 10+ Years
Same tool steel. Same press fits. Different end markets. Where we have repeat orders and resident shop knowledge — not just one job, but ten years of jobs.
Axle & Drivetrain
Progressive dies & assembly automation

Pontoon & Marine OEMs
Aluminum rail benders · 20+ years

Medical Stamping
±.0001" wire EDM details
Automotive Tier 2/3
Progressive dies · multi-station
The supplier you want is the one still answering the phone in year fifteen.
Industrial buyers don't pick tooling and automation partners on capability decks. They pick them on the boring question that decides whether a $500,000 cell is a 10-year asset or a three-year regret: the people who built this still here when part changes, the controls drift, or the tool comes back for refresh.
Twenty-five years of Bristol-built dies and machines are still answering that question in production today — built by an engineering and tool-making team that, in most cases, is still on the floor at 689 Commerce Drive.
The legal entity is Bristol Integrated Tooling and Automation LLC. In 2026 the brand becomes Bristol Tool & Die – Automation — an honest description of what the business has been for the last decade: an integrated shop where progressive dies, custom automation, precision machining, wire EDM, waterjet, controls, and pontoon rail benders come off the same floor, under one point of contact, on the same PO. The phone number is the same. The address is the same. The team is the same.
Veteran-owned, owner-led — no holding company between you and the work
Bristol is owned and led by Charles Reitsma, a former U.S. Air Force Captain. The company carries Veteran-Owned Small Business status with an active path to SDVOSB. Roughly 20% of the workforce are veterans. There is no private-equity owner, no holding company, no rotating GM — the person making the strategic call on your program is the person who owns the company.
The owner's reason for building this company — in his own words
"After serving in Air Force acquisition, I noticed that 'supply chain resiliency' in acquisitions wasn't really practiced. Every component seemed to have some thread back to manufacturing in Communist countries, where freedom exists so long as you believe what others tell you to and where dissidents are punished. As a US citizen and Air Force officer who signed up to give his life for the cause of freedom, I know that the US has been a beacon of hope for freedom. I felt compelled to be part of the resurgence of manufacturing in the United States and to rebuild to be able to protect those freedoms against all who would challenge them. Wars aren't won simply by having enough people, but by having the ability to replenish resources. I wanted to build my part in protecting freedoms for all people through manufacturing."— Charles Reitsma, CEO, Bristol Tool & Die – Automation
170+ combined years of engineering and design — not on a roster, on the floor
The reason a Bristol die or cell still runs in year ten is not a binder on a shelf. It is the engineer who saw the same failure mode on a different program in 2008 and designed it out before the print left the office. That kind of pattern recognition does not appear on a resume.
Design problems get caught before metal is cut. Field issues get resolved on the first phone call. That is what the bench is for.
From the Bench
Notes from twenty-five years of building dies, machines, and the controls that hold them together.

How Stamping Die Service Life Actually Compounds Cost
Most evaluations buy on tooling line-item cost. The PO that is shrink-wrapped, however, locks in a much larger downstream number — one that compounds 5× over a five-year program.
Read
The Hidden Cost of Vendor Complexity
Three vendors quoting the same job at $80K each looks like leverage. By month nine of integration, you've paid $390K to coordinate $240K of work.
ReadWhy the RV Supply Chain Concentrated in the Midwest
Elkhart isn't a coincidence. It's what happens when you stack 80 years of tier-2 stamping, fabrication, and tooling within a 30-minute drive of every chassis line.
ReadThe All-in-One Shop for the $150K–$750K Project the Big Integrators Won’t Quote.
Frequently Asked Questions
What is the typical project size at Bristol?
Where is the work done?
What does "veteran-owned" actually mean for a defense or government buyer?
Do you handle the controls programming yourself or sub it out?
How fast can you quote?
Ready to discuss your project?
One point of contact. One phone number. One Indiana shop where the dies, the machines, and the people who built them are all in the same building.
Request a Quote